Биринчи текшерүү
Ишке киргизүүдөн мурун курда адаттан тыш шарттарды же эскирүүнүн бузулууларын текшериңиз.
Текшериңиз жана кайыш түбүнүн катенардык ийри туура абалда экенин текшериңиз.
Эгерде конвейер чыңалууну тууралоону кабыл алса, аны текшерип, лентанын чыңалуусу ашыкча бекемделбегенин текшериңиз.Түртүлгөн түрдөгү конвейерди кошпогондо, лента чыдай турган күчтөн ашпаңыз.
Бардык колдоо роликтерин текшерип, алардын жакшы айлануучу абалына ынаныңыз.
Айдоочунун/босток тиштүү тиштин ашыкча эскирбестигин текшериңиз
Ичинде жабышып калган нерселердин баарын алып салуу үчүн тиштүү тиштер менен курдун ортосундагы бириктирүү абалын текшериңиз.
Бардык эскирүүчү тилкелерди текшериңиз жана рельстерди кандайдыр бир адаттан тыш же ашыкча эскирүү зыяндары үчүн кармап туруңуз.
Жүргүзүүчү жана бош валдарды тең текшерип, алардын конвейер менен бириктирилгендигин текшериңиз.
Майлоо керек болгон бардык позицияларды текшерип, алардын нормалдуу шарттарда экендигин текшериңиз.
Конвейер тутумун тазалоо үчүн талап кылынган бардык позицияларды текшериңиз.
Тазалоонун мааниси
Ремени тазалоодо курамында жегич ингредиенттер бар жуучу каражатты колдонуудан качуу керек.
Кир жуугуч каражатты колдонуу эффективдүү жана пайдалуу болсо да;бирок, ал ошондой эле курдун пластикалык материалына таасир этет, ал тургай, курдун колдонуу мөөнөтүн кыскартат.
HONGSBELTconveyor тасма сериялык продуктылар, негизинен, жеңил тазалоо жана дренаждык өзгөчөлүктөрү менен иштелип чыккан;ошондуктан, бул курларды жогорку басымдагы суу же кысылган аба менен тазалоонун эң туура жолу.
Мындан тышкары конвейердин түбүндөгү же ички бөлүгүндөгү кирди жана башка майдаланган нерселерди тазалоо керек.Сураныч, кандайдыр бир жаракат алуу мүмкүнчүлүгүн болтурбоо үчүн машинанын электр кубатын өчүрүп жатканын текшериңиз.Тамак-аш өндүрүшүндөгү кээ бир колдонмолордо конвейер системасына нымдуу ун, сироп же башка калдыктар түшүп, натыйжада конвейердин булганышына алып келет.
Чаң, шагыл, кум же куллет сыяктуу кээ бир булгоочу заттар да конвейер системасына олуттуу кыйынчылыктарга туш болушуна таасир этиши мүмкүн.Ошондуктан, конвейер системасын күнүмдүк же мезгил-мезгили менен тазалоо жабдууларды нормалдуу шарттарда кармоо үчүн маанилүү иш болуп саналат.
Техникалык тейлөө
Конвейерди күнүмдүк же мезгил-мезгили менен текшерүү, негизинен, кээ бир адаттан тыш кыйынчылыктарды болтурбоо жана конвейерди иштен чыкканга чейин тейлөөгө жардам берет.Жалпысынан, колдонуучулар визуалдык текшерүү аркылуу эскирүү абалын текшерип, кандайдыр бир тейлөө же алмаштырууну улантуу керекпи же жокпу, чече алышат.Тейлөө жана алмаштыруу максатында сол менюдагы Кыйынчылыктарды жоюу бөлүмүнө кайрылыңыз.
Conveyor лента үзгүлтүксүз колдонууда белгилүү бир өмүргө ээ;HONGSBELT конвейердик ленталарына кепилдик 12 ай.Узак убакыт колдонгондон кийин кур эскирип, ашыкча жүктөөдөн улам ийилип калат же аралыгы чоңойт.Жогоруда айтылган ар бир себептерден улам, кайыш менен тиштүү тиштердин туура эмес кошулушуна алып келет.Ошол убакта курду сактоо же алмаштыруу зарыл.
Конвейерди иштетүү учурунда конвейердин лентасы, эскирүүчү тилкелери жана тиштүү тиштери өзүнөн өзү эскирет.Эгерде конвейер лентасынын абразиясы бар болсо, конвейердин нормалдуу иштешин камсыз кылуу үчүн жаңы лента аксессуарлары менен алмаштырууну сунуштайбыз.
Жалпысынан, конвейерди жаңы лентага алмаштыруу керек болгондо, эскирүүчү тилкелерди жана тиштүү тиштерин бир эле учурда жаңыртуу сунушталат.Эгер алардын бирине да көңүл бурбай калсак, ал кайыш курдун бузулушун көбөйтүп, кур менен аксессуарлардын иштөө мөөнөтүн кыскартат.
Көбүнчө HONGSBELT конвейердик лентасы жаңы кур модулдарын зыяндын орду менен алмаштыруусу керек, ал бүт лентаны өзгөртүүнүн кереги жок.Жөн гана курдун бузулган бөлүгүн демонтаждап, жаңы модулдар менен алмаштырыңыз, андан кийин конвейер оңой эле иштей алат.
Коопсуздук жана эскертүү
Конвейер иштеп жатканда, операторлор, колдонуучулар жана тейлөө кызматкерлери көңүл бурушу керек болгон бир нече кооптуу позициялар бар.Айрыкча конвейердин кыймылдаткыч бөлүгү, ал кысып же адамдын денесине зыян келтириши мүмкүн;Ошондуктан, ар бир адам конвейердин иштөөсүнө алдын ала тиешелүү билимге ээ болушу керек.Ошондой эле конвейерди иштетүүдө кокусунан келип чыккан коркунучту болтурбоо үчүн кооптуу эскертүүлөрдү жана кооптуу абалдагы көрсөткүчтөрдү атайын түстүү же эскертүүчү белгилер менен белгилөө зарыл.
Кооптуу абалдын көрсөткүчү
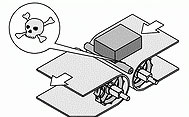
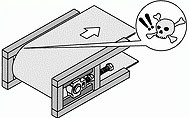
▼ Боо менен туташтырылган тиштүү айдоочу позиция.
▼ Роликтин кайыш менен байланышын кайтаруучу позиция.
▼ Идлер тиштүү розеткасынын кайыш менен кармашкан абалы.
▼ Конвейерлердин ортосундагы которуу позициясынын боштугу.
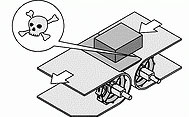
▼ Берүү ролики бар конвейерлердин ортосундагы аралык.
▼ Өлүк пластиналуу конвейерлердин ортосундагы аралык.
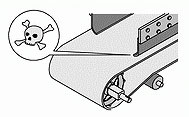
▼ Ремень капталдан коргоого тийген абал.
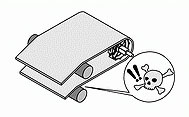
▼ Ташуу жолунда арткы ийилген радиус абалы.
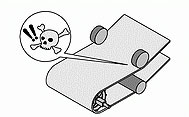
▼ Арткы ийилген радиустун орду.
▼ Белдин чети рамкага тийген абал.
Belt Breaks
| Себеп | Чечим ыкмасы |
| Көп сандагы продукцияны ташуу учурунда электр энергиясы үзгүлтүккө учурайт, электр кубаты кайра күйүп жатканда, конвейер толук жүктөө менен тез иштей баштайт, чыңалуунун күчтүү тартылышы конвейердин үзүлүп кетишине алып келет. | Ташуу өнүмдөрүн курдан алып салыңыз жана жаңы модулдарды сынган жерге алмаштырыңыз, андан кийин системаны кайра иштетиңиз. |
| Тоскоолдуктар конвейердин рамкасы менен лентасынын ортосунда түзүлөт, мисалы, бошотуучу бурамалар же колдоочу тилкелердин бөлгүчтөрү.Булар ашыкча жүктөө кырдаалын жаратып, конвейерди бузушу мүмкүн. | Тоскоолдуктарды жоюу жана конвейердин рамкасы менен лента ортосундагы байланыш боштугун тууралоо. |
| Арткы ийилген радиусу бөтөн объекттер тарабынан пластикалык кур модулдарынын ортосундагы боштукка тыгылып калган. | Сураныч, Дизайн бөлүмүндө Арткы ийилген радиусту караңыз. |
| Ременин иштөөсүнүн четтөөлөрү кыйратуучу тоскоолдуктарды жаратат, мисалы, анормалдуу сокку же машинанын рамкасындагы бекитүүчү бурамалар менен тийүү. | Машинанын рамкасын толугу менен текшериңиз жана анормалдуу бошоңдогон абалды, айрыкча ошол бекиткич бурамаларда текшериңиз. |
| Родлеттер бекитүүчү тешиктен кулап түшүп, шарнир таякчалары конвейердин четинен чыгып, машинанын корпусунун ички рамасына тыгылып калат. | Бузулган конвейердин модулдарын, шарнир таякчаларын жана бекитүүчү таякчаларды алмаштырыңыз.жана кылдаттык менен бардык анормалдуу абалын текшерүү. |
| Арткы ийилген радиустун бурчу өтө тар болгондуктан, кысуу тоскоолдугунан улам зыянга учурайт. | Сураныч, Дизайн бөлүмүндө Арткы ийилген радиусту караңыз |
Bad Engagement
кийүү
| Себеп | Чечим ыкмасы |
| Конвейердин рамкасынын бурчтун кыйшаюусу бар. | Конвейердин структурасын тууралап. |
| Тасмалар конвейердин рамкасы менен параллель орнотулбайт. | Конвейердин структурасын тууралап. |
| Конвейердин лентасынын туурасы жана каптал рамкасы үчүн тиешелүү боштук сакталган эмес | Дизайн спецификациясы бөлүмүндөгү Негизги өлчөмдү караңыз. |
| Конвейердин иштөө чөйрөсү термикалык кеңейүүдө жана жыйрылууда температуранын чоң өзгөрүшүнө ээ. | Дизайн спецификациясы бөлүмүндөгү Кеңейүү коэффициентин караңыз. |
| Борбордук тиштүү конвейердин жетектөөчү / бош валынын борбордук абалына так бекитилбейт | Тиштин тиштерин валдан ажыратып, аны валдын так орто абалына кайтарыңыз. |
| Конвейердин ортоңку түз сызыгы борбордук тиштүү тишке туура келбейт. | Конвейердин түзүмүн туура иштетүү үчүн тууралоо. |
Өзгөчө үн
| Себеп | Чечим ыкмасы |
| Конвейердин структурасынын деформациясы тиштүү түйүн конвейердин бетинин астындагы конус мейкиндик менен туура биригүүгө жөндөмсүз болуп калат. | Дискти / Бос валды конвейердин рамкасына 90 градуска тууралаңыз. |
| Жаңы конвейер үчүн инъекциядан кийин пластикалык модулдарда бир аз бурчтуктар калды. | Бул курдун иштөө функциясына таасир этпейт, көп убакыт иштегенден кийин бурттар жок болот. |
| Тиштин тиштери жана конвейер лентасы ашыкча эскириши же лентанын өзү ашыкча эскириши. | Жаңы тиштерин же жаңы конвейерди алмаштырыңыз. |
| Конвейер лентасынын колдоо позициясы колдоочу бөлгүчтөрдү өндүрүү үчүн төмөн сүрүлүү коэффициентин кабыл албайт. | Төмөн сүрүлүү коэффиценти бар пластмассадан жасалган таяныч бөлгүчтөрдү алмаштырыңыз. |
| Конвейердин рамасы бошоп калды. | Конвейердин бүт алкагын текшерип, ар бир буроо болтту бекитиңиз. |
| Модулдардын биргелешкен боштугуна жабышып калган башка объекттер табылган. | Башка нерселерди жок кылыңыз жана курду тазалаңыз. |
| Температуранын өзгөрүшүнө байланыштуу конвейер лентасынын термикалык кеңейүү жана жыйрылышында чоң өзгөрүү бар. | Сураныч, лента материалдарынын температуралык диапазонун караңыз жана белгилүү бир температура диапазонунда колдонууга ылайыктуу конвейерди тандаңыз. |
Титиреп
| Себеп | Чечим ыкмасы |
| Кайтуу жолу роликтер ортосундагы аралык ашыкча. | Роликтердин ортосундагы туура интервалды тууралоо үчүн, кайыштын узундугу жана чыңалуусу бөлүмүндөгү Катенардык ийилиш таблицасын караңыз. |
| Катенардык ылдыйлоонун артка кайтуудагы ийри сызыгы катенардык ылдый түшүү абалы менен кайтуу жолу роликтеринин ортосундагы байланыш бурчунун ылдыйлуу болушуна алып келиши мүмкүн.Бул кайыш кыймылына алып келет, ал эми бош жүрүүчү тиштүү артка кайтаруу жолунун чыңалуусун бир калыпта сиңире албайт.Бел титиреген абалда иштейт. | Роликтердин ортосундагы туура интервалды тууралоо үчүн, IncLength & Tension бөлүмүндөгү Катенарлык ийилиш таблицасын караңыз. |
| Тасма тилкелер менен кармагыч рельстердин туура эмес бириктирилиши ременин иштешине таасирин тийгизет. | Кармап турган рельстерди тууралаңыз же кайра орнотуңуз.Белдин кире беришиндеги рельстерди инверттүү үч бурчтукка иштетүү керек. |
| Айдоочу / бош вал менен колдоочу позициянын ортосундагы биргелешкен абалдын бурчунда ашыкча төмөндөө бар. | Дизайн спецификациясы бөлүмүндөгү Негизги өлчөмдү караңыз. |
| Курдун арткы ийилген радиусу минималдуу радиустун чектөөсүнө ылайык келбейт. | Ыңгайлуу же төмөндөө Дизайн бөлүмүндөгү Backbend Radius Ds караңыз. |
| Кайтуу жолу роликтер же wearstrips диаметри өтө кичинекей;ал эскирүү тилкелеринин деформациясына алып келет. | Сураныч, Кайтаруу жолун колдоо бөлүмүндөгү Return Way Rollers караңыз. |
| Курдун артка тартылуу жолу менен кайыш чыңалуу толугу менен дал келбейт. | Чыңалууну туура жөндөңүз, ал конвейердин узундугун көбөйтүшү же азайтышы мүмкүн. |
| EASECON бурулуучу конвейердин ички радиусу ашыкча. | Конвейер лентасынын чыңалуусун жогоруда айтылгандай туура жөндөңүз, же тефлон же полиацетал сыяктуу сүрүлүү коэффициенти төмөн материал менен кармагыч рельстерди түз алмаштырыңыз.Самын суюктугун же майлоочу затты кармап туруучу рельстердин, үстүнкү тилкелердин жана төмөнкү деңгээлдин ички четине колдонуу да бар.Бул ыкма көйгөйдү чечүү үчүн пайдалуу болушу мүмкүн. |
Беттик тырыктар
| Себеп | Чечим ыкмасы |
| Бычакты этиятсыз кесүү кайыш бетинде терең тырыктарды калтырган. | Кагаздын бети тегиз жылмакай.Эгерде курдун түзүмү олуттуу бузулса, бузулган ордун жаңы модулдар менен алмаштырыңыз. |
IQF
| Себеп | Чечим ыкмасы |
| Жеке тез тоңдуруу процедурасын конвейерди ишке киргизүүдөгү каталар жана ремень модулдары өтө суук температурага тыгылып калса, системаны ишке киргизүүдө күчтүү чыңалууга алып келет;ал конвейер туруштук бере ала турган чыңалуудан өтө жогору. | Системанын туура жол-жобосу менен ишке киришине ынаныңыз жана бузулган жерде жаңы модулдарды алмаштырыңыз;анда конвейерди туура жол-жоболоштуруу боюнча ишке киргизуу.Сураныч, Колдоо ыкмасынын Төмөн Температура бөлүмүн караңыз. |
| Ременин узундугу өтө кыска жана ал термикалык кеңейүү жана жыйрылуудан улам жарылып кетет. | Талап кылынган так кур узундугун эсептөө үчүн Дизайн спецификациялар бөлүмүндөгү Кеңейүү коэффициентин караңыз. |
| Тасма тилкелер менен конвейердин ортосундагы кенен байланыш зонасы муздун үйүлүп калышына алып келет. | Байланыш аймагын азайтуу үчүн тар сызыктарды тандаңыз, Сураныч, Колдоо ыкмасы бөлүмүндөгү Төмөн Температураны караңыз. |
| Термикалык кеңейүүнүн жана жыйрылышынын чоң температуралык өзгөрүшү конвейердин рамасынын деформациясына жана бурулушуна алып келет. | Интегралдык конвейерди даярдоодо узундуктагы раманын туташтыргычы 1,5 мден кем эмес аралыкты сакташы керек. |